食品・医薬品

工場内物流の自動化
製造業は早くから効率化、自動化を推進してきた業種です。その中でも食品・飲料や医薬品・サプリメントは、HACCPやGMP・GDP(Good Distribution Practices)といった他業種に比べより厳密なルールに準拠した仕組みや設備の中で、生産を行っています。それぞれのルールは同じではありませんが、いずれの場合も、自動化検討に際し以下の点に留意する必要があります。
- 塵埃が発生・飛散・滞留しにくい構造
- 掃除、メンテナンスしやすい構造
- 交差汚染の防止
- ヒューマンエラーの防止
- 製造ロット・トレーサビリティの管理
当社では「原材料・副資材の保管」、「仕掛品・半製品の一時保管」、「完成品の保管」およびこれらの工程間搬送といった場面で、上記ポイントを考慮したマテハンシステムを提供し、お客様の省人化、効率化をお手伝いしています。
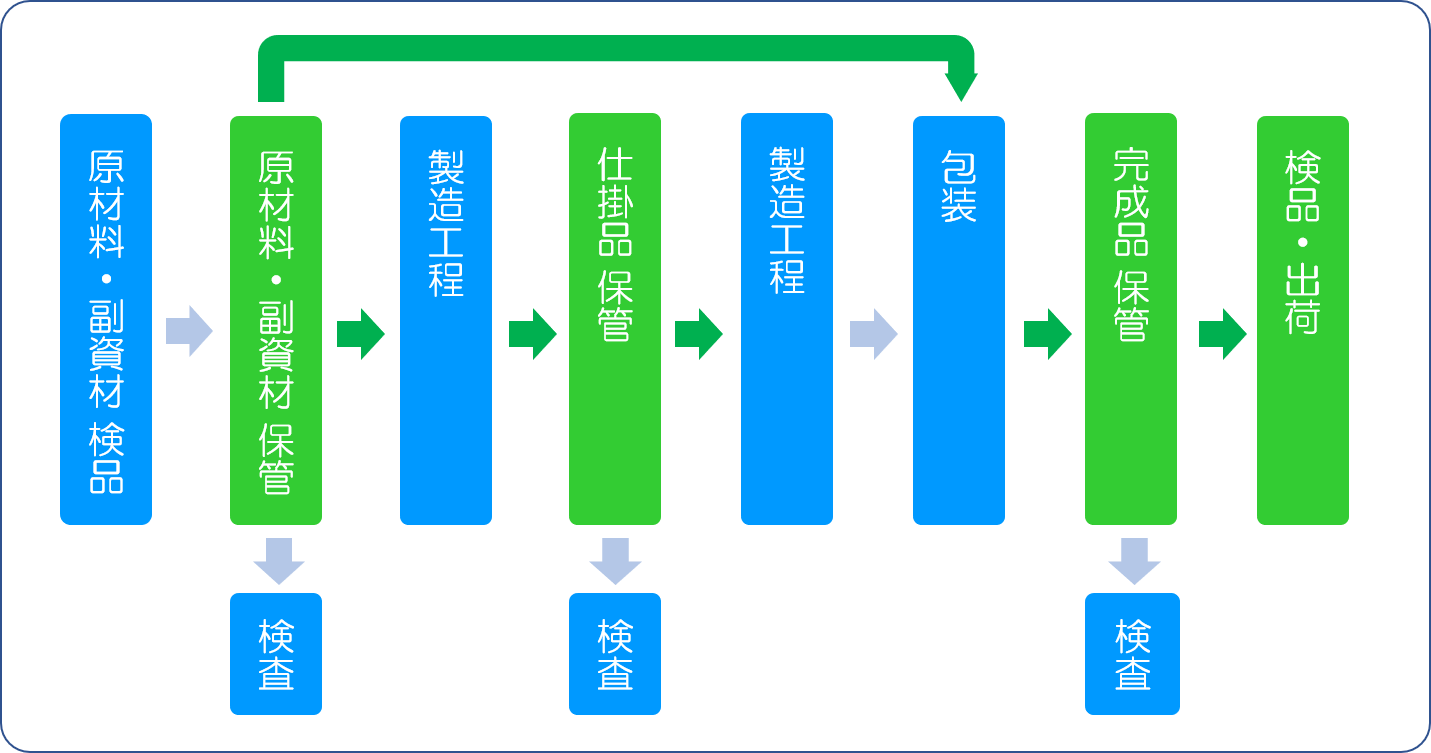
原材料・副資材の入荷と保管の自動化
サプライヤーから到着した原材料や副資材は、入荷検品の後、自動倉庫に保管します。その後、製品ロットごとにサンプリング検査を行い、合格ステータス付与までは、生産工程へ向けた出庫はブロックされます。製造プロセスが複数フロアにまたがっている場合、自動倉庫はエレベーターの役割も担います。
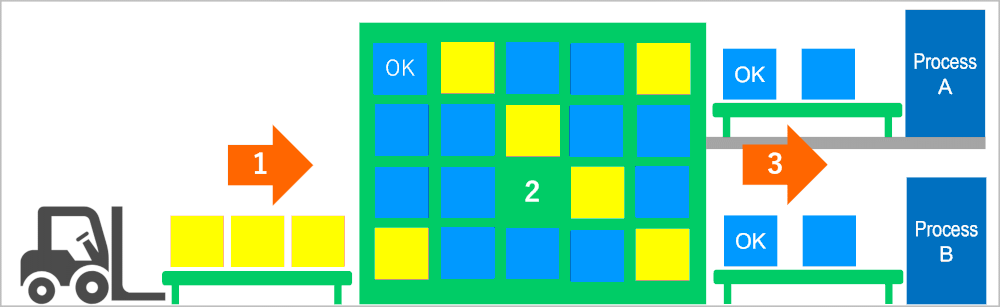
医薬品のように特にクリーン度を重視する場合は、ロボット(デパレタイザ)でケース単位にばらし、一箱ずつエアシャワーをかけた後クリーンエリアに搬入し、ロボット(パレタイザ)で構内専用パレットに再度積み付け、自動倉庫に入庫することもあります。
使用設備例

ロボットパレタイザー、デパレタイザーで省人化

クリーンに保たれた自動倉庫に、構内専用パレットで保管

AGVで自動倉庫から生産ラインへ原材料や副資材を自動供給
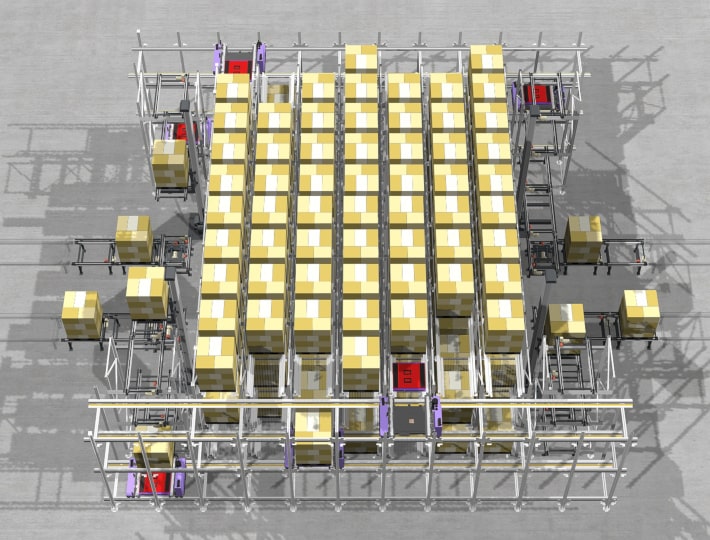
半製品・中間品管理の一時保管と自動供給
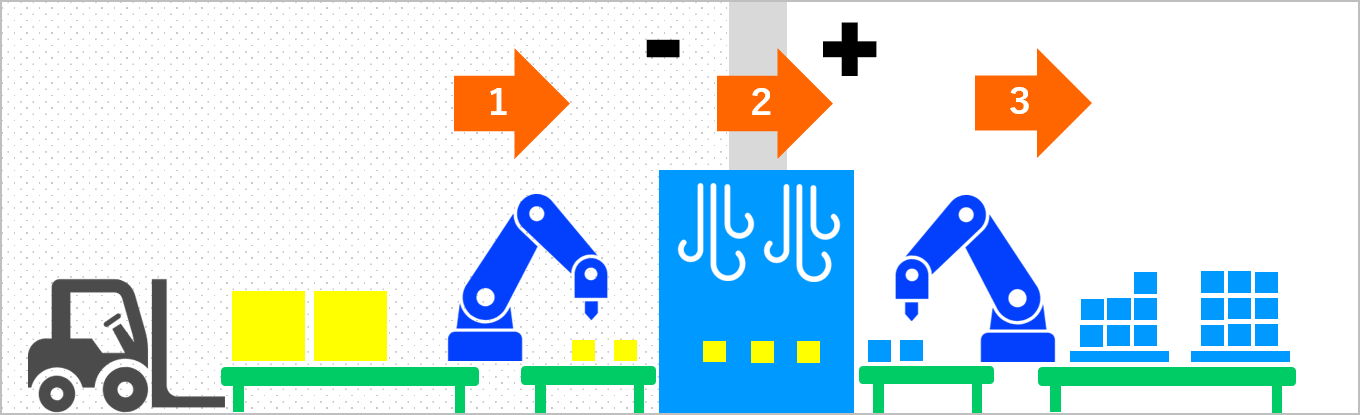
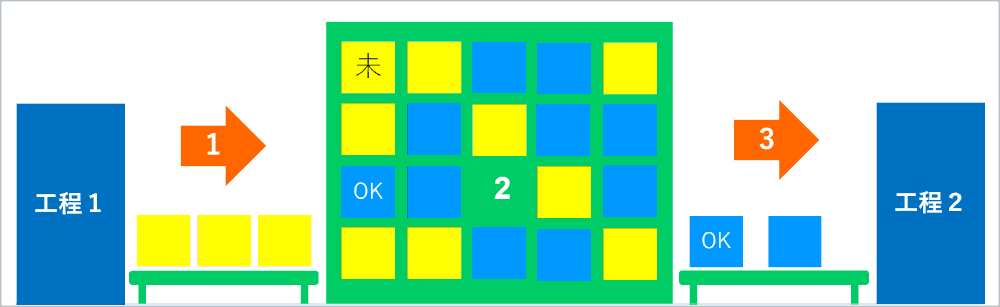
食品・医薬品に限らず、モノの生産現場では、ある工程と次工程の処理速度や稼働時間が異なったり、ロット生産した仕掛品を次プロセスで使用するまで一時保管する場合などに、工程間の在庫調整機能が必要になります。このようなプロセスに自動倉庫を導入することで、一時保管と生産ラインへのJIT供給が可能となります。平置きに比べ、確実に先入れ先出し(FIFO)で次工程へ供給でき、検査に合格していないものを誤って使用するミスも防げます。
また、特定の食品においては、容器充填や包装後に、一定の温湿度環境で寝かせることがあります。例えばヨーグルトの後発酵工程、チョコレートの定温熟成工程などです。このような寝かし工程において自動倉庫を活用することで、「〇℃環境で、〇時間」といった管理を、パレットやコンテナ単位で自動化することが可能になります。人やフォークリフトの出入りが不要なため、温湿度の維持がしやすいというメリットもあり、食品工場のみならず農産物の鮮度管理、水産物の凍結加工、電池の製造現場などで幅広く用いられています。

使用設備例

エージング保管に自動倉庫を活用し、時間管理を自動化。温湿度の維持もしやすく、空調効率が改善します。
大ロット品の高密度保管に最適な自動倉庫D3。
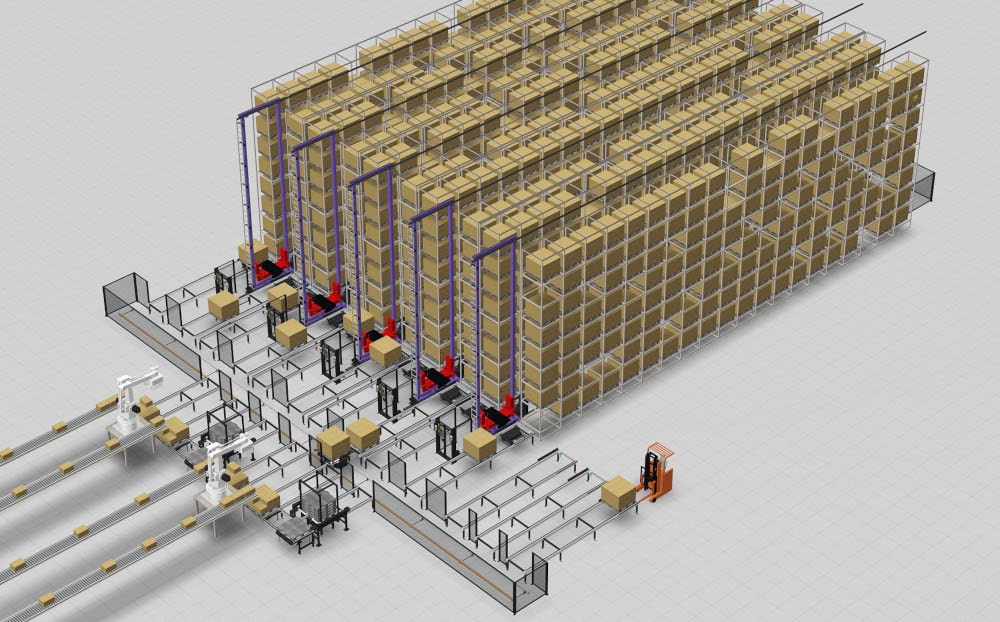
完成品の出荷準備の自動化
加工食品・調味料・菓子など箱詰めまで完了した完成品は、空パレットに積み付け、シュリンクラップをかけ、保管し、出荷オーダーに応じて出庫・出荷します。一連の作業を人手で行う場合、積み付け作業者やフォークリフトオペレーターなど多くの作業者が必要となります。 また、先入れ先出しやロット指定、生産情報との紐付け・トレーサビリティなど在庫管理面でもリスクが残ります。
当社では、空パレット自動供給機、ロボットパレタイザー、自動ラベル貼機、自動倉庫、搬送台車などを組み合わせたマテハンシステムで、出荷荷揃えまでの自動化をご提案しています。ここでも、製品の最終検査で合格ステータスが付与されるまで、出荷できないようブロックすることができます。

1. パレット段ばらし機で、空パレットを一枚ずつばらし、コンベヤに供給。
2. パレタイズロボットが、製品を空パレットに自動積み付け。

3. ストレッチ包装機でラッピング。

4. コンベヤライン上でバーコードやラベルをスキャンして自動倉庫に保管

5. STVでトラック別レーンに出庫。複数拠点に配送する場合、荷降ろしの逆順に出庫・荷揃えすることも可能。
環境対応ソリューション
食品・医薬品の製造現場では、クリーン環境や温湿度管理された環境など、一定の状態に保たれた環境に荷物を保管することが多々あります。当社では、ISOクラス6~8(旧米国連邦規格のクラス1000~100000)前後のクリーン環境を始め、高温、低温、高湿度などさまざまな環境特性への対応も行っています。
クリーン環境対応
設置環境のクリーン度に応じ、以下のようなクリーン対策を組み合わせてご提案致します。

発塵抑制:荷物と繰り返し接するラックの腕木には、ステンレス素材を使用。
発塵抑制:非接触給電により、トロリーからの発塵を防止。粉ものを扱う環境の防爆対策としても有効。

飛散防止:クレーン走行レール、給電レール、上部レール周辺にカバーを取り付け。

滞留防止:ラックには閉鎖断面トラスを使用することで、塵埃の滞留を防止し、清掃を容易に。

清掃性:ステンレス素材、防水部品、無給油チェーンなどを使用した、洗浄可能なラックやコンベヤ。
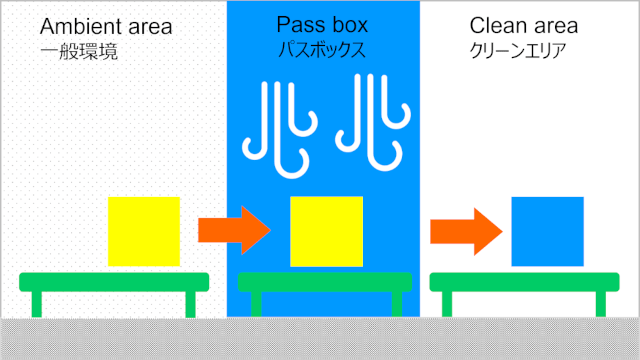
交差汚染防止:陰圧区画と陽圧区画を仕切るシャッターやパスボックスとコンベヤを連動させ、自動で入出庫。
その他特殊環境への対応

冷凍対応:-30℃までの冷凍環境に対応したスタッカークレーン、コンベヤ、搬送台車をラインナップ。
高温対応:40~45℃対応のクレーン、コンベヤで、ヨーグルトの後発酵管理を自動化。
防爆対応:粉塵爆発のリスクがある製粉業向けに、防爆仕様のスタッカークレーン、コンベヤをラインナップ。(日本国内限定)
導入事例



お問い合わせ
ソリューションのご相談やお見積もり、
事例についてなど、お気軽に
お問い合わせください。