大福解决方案更新车门自动安装系统, 实现灵活制造!

五十铃汽车有限公司(总部:神奈川县横滨市,以下简称“五十铃”)在日本商用车市场占有率位居第一。该公司栃木工厂负责生产发动机,藤泽工厂(神奈川县藤泽市)负责其他主要零部件的制造、冲压、焊接和组装。2022年夏天,作为五十铃核心基地的藤泽工厂更新了车门自动安装系统,构建了更灵活的生产线。我们就该项目的车门自动安装系统,采访了负责该项目的五十铃车辆技术部驾驶室装配组的植木裕介先生(照片左)和大福Automotive事业部的林勇佑助理(照片右),了解了详细情况。
您可以简单的介绍一下藤泽工厂吗?
植木:我们在藤泽工厂对大型、中型和小型卡车进行组装,还设有研究设施。工厂占地面积约82万平方米,共计四栋厂房。第一厂房负责冲压、焊接和涂装工序;第二厂房负责驾驶室配置和整车装配;第三、第四厂房分别生产车轴、变速箱等动力总成零部件。
第二厂房的驾驶室配置涉及哪些工作?
植木:驾驶室配置工作包括挡风玻璃、座椅、仪表盘等零部件的安装以及车门的安装。第一厂房负责制造驾驶室和门框的金属加工,在将车门安装好后进行最后的喷漆工作,然后将其转移到第二厂房。但是,在有车门的情况下,驾驶室配置的安装工作很难进行,而且车门也需要安装玻璃窗以及各种开关系统等。因此,在第二厂房的驾驶室配置生产线入口处会先将车门拆除,然后将驾驶室和车门分别送到不同的生产线上,并分别进行零部件的安装。在所有零部件安装完成后,两条生产线再汇合,将车门重新安装到驾驶室上。这次,我们要做的就是更新车门的自动安装系统。
您为什么选择大福呢?
植木:该项目的关键是如何与现有设备进行协作。我们在第二厂房将拆除车门的驾驶室放入一楼生产线,利用升降机将车门搬运到二楼夹层的车门辅助线上,对车门设备进行安装。这个车门辅助线是大福的输送机系统,自引进以来已经使用了大约30年,但是仍在正常运转。大福搬运系统的质量非常出色,寿命之长令人惊叹。其他生产线也有大福的设备,我们与大福一直保持着合作关系,为此我们在更新车门自动安装系统时也向大福进行了咨询。
灵活应对新车型, 力争提高生产力
您为什么考虑更新系统?
植木:原因有两个。首先是我们想通过提高设备性能来提高生产率。汽车行业正处在转型期,我们必须应对市场的变化。而且,提高生产率也是我们无时无刻不在考虑的事情,所以我认为这是非常自然的想法。
其次是为了适应开门角度不同的新车型。以前的车门型号在安装过程中可打开到近90度,然后在发货前再安装附加零件使车门打开角度缩小到70度。这次,我们为了提高生产率并减少零件数量,决定着手开发从安装时起车门的开闭角度就是70度的车型。但由于我们一直使用的车门自动安装系统无法处理70度的安装角度,为此我们于2021年春天决定要更新车门自动安装系统。


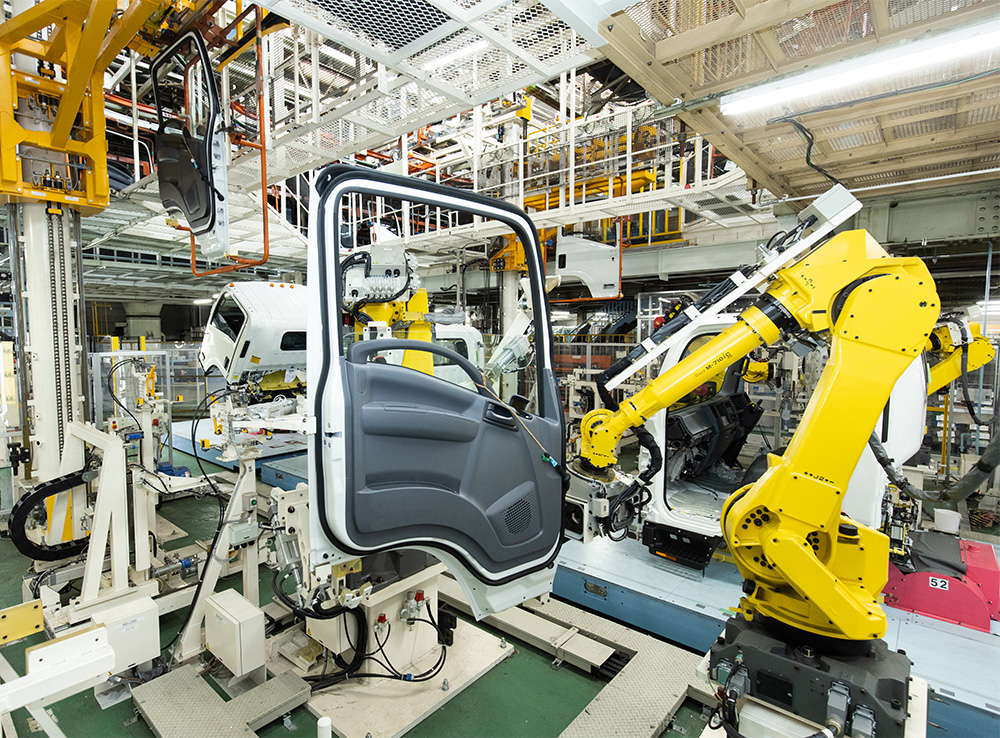
生产线两侧分别有两台机器人,其中一台负责拿起车门,另一台负责定位和安装车门。
90度和70度的车门开合角度差别很大吗?
植木:是的,差别很大。在安装车门时,机械臂插入车门内侧,进行拧紧螺栓作业,但将车门的开合角度减小到70度时会大幅降低机械臂的移动范围。如果机械臂因在狭窄的空间内工作致使车门或车身划伤,则无法发货。为此,我们需要一个即使在狭窄的空间内也能安全可靠地执行车门安装工作的系统。
另外一个需要特别关注的问题是消除驾驶室的定位操作。以往,驾驶室通过输送机被搬运到车门安装工序,但是每次都需要对驾驶室进行定位。为了缩短生产周期,我们希望消除这个定位操作。
在不停产的情况下,完成新系统的开发与更新工作
您是如何选择系统开发商的?
植木:为了在不停产的情况下实现系统的开发与更新,我们咨询了多家制造商。并且,各家公司都提出了各种技术和想法,但其中,大福公司准确的提供了我们所需的信息。
例如,如果停止定位驾驶室,螺母孔的位置每次都会发生变化,因此就需要更先进的摄像头、传感器等,但没有一种通用工具可以满足所有要求,它们都有各自的优点和缺点。大福为我们提供的文件中,详细介绍了每种产品的特点、产品组合的兼容性、以及提出该产品组合的原因等信息,使我们可以从技术的角度进行比较和审查。该文件在通过公司内部审批方面也发挥了重要作用。
而且,实际上在决定更新系统时,我们已经决定在同一厂房(即第二厂房)更改车门自动安装系统的安装位置,并且我们事先与大福协商了翻新车门辅助线的事宜。为此,我们也向大福咨询了车门自动安装系统的更新问题,并且我们发现大福的建议非常好,如果我们同时要求大福负责从车门搬运到自动安装的整个项目,那么生产线的质量将得到进一步的提高。
此外,我们在向大福进行咨询的时候,大福的态度也给我留下了深刻的印象。大福的回答非常的准确且及时,我能体会到技术部和销售部负责人之间有良好的协作关系。
为什么要更改新的车门自动安装系统的位置?

植木:为了能够同时进行生产。由于正在运营中的工厂不可能仅仅因为设备更新就停止生产。我们在安装新设备的同时,原有设备也必须保持运行。我们最先安装了升降机,用于将车门从二楼夹层的车门辅助线搬运到一楼的车门自动安装位置上。因为施工只能在工厂关闭的周六和周日进行,而且每周日都要提前结束工作,以测试生产设备的运行情况,确保不会影响到周一的生产。为此,日程安排和流程管理极为困难。
在安装升降机的同时,我们还对新的车门自动安装系统的要求和设计进行定义,并在约两个月内完成了最终图纸的绘制。
在设计过程中遇到了哪些困难?
植木:在设计过程中最难的是螺母拧紧扳手的开发。在车门自动安装系统中,连接在机械臂末端的部分称为螺母扳手,用于自动拧紧螺栓。我们希望在应对新车型时,大福可以设计一款即使在缩小机械臂的可动范围下,也能确保机械臂不会碰到驾驶室和车门。
林:我在寻找可以在狭窄的空间内自由移动的扳手时,发现目前还没有现成的产品可以使用。因此,我们利用3D建模软件设计缩小厚度的扳手头部、改变支架形状等,经过反复试验最终设计出了一个具有独特形状的扳手,成功地研发出一款可以在只有2至3毫米的空间内安全可靠地工作的系统,并且被五十铃所采用。
顺利实现生产目标
今后继续挑战新车型
在如此苛刻的条件下,整个系统的设计应该非常困难吧?
植木:是的。虽然整个系统的设计很具挑战性,但大福还是满足了我们的要求。我们需要一个可以通过浮动螺母扳手调节细微偏差的装置,以确保可以准确地固定螺栓。螺母扳手在将螺栓插入装配孔时,如果未对准装配孔,那么可能会造成螺栓斜着插入装配孔中。如果发生这种情况,我们只能靠人工修复,而且在某些情况下,还有可能必须更换车门。虽然以前的旧设备也可以稍作移动,但我们希望新设备能更灵活地移动。另外还有一个问题,如果螺母扳手从一开始就摇摇摆摆很灵活的话,那么它可能无法抓紧螺栓。为此,我们反复进行了多次设计,以确保只有在扳手将螺栓插入装配孔时才可以灵活移动。
林:这方面涉及到定位问题。旧设备首先将驾驶室抬起并精确定位,然后开始进入车门的安装工序。但是新系统在驾驶室仍在输送机上的情况下执行车门的安装工作,因此驾驶室的位置变化是不可避免的。所以,我们引入了最新的位置检测技术,并加强了位置校正功能。
旧设备使用摄像头来确定装配孔的位置,但它只能拍摄固定的位置,如果驾驶室的位置发生变化,则无法获得准确的信息。因此,我们设想将摄像头安装在一台机器人身上,利用其获得的信息确定两台机器人的位置。但由于没有现成的产品,为此我们通过选择与一家相机制造商合作,开发了一种新的相机系统。


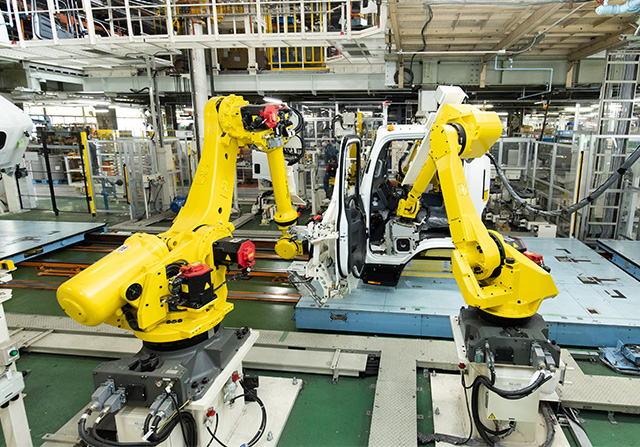
通过摄像头识别定位(左),然后安装门(右)
新设备融入了许多新的理念,在实际运行之前,您一定有很多顾虑吧?
植木:是的。所以,我们在更新设备时,会将设备实际投入运行之前的试运行作为前提条件。即使3D模拟测试没有问题,但是设备在实际运转过程中,还是会发现一些问题或需要改进的地方。如果在正式生产后发现问题,那么修复时间和方法都会受到一定的限制。因此为了避免这种情况的发生,我们会提前进行测试。我们这次在2022年2月对新系统进行了测试,虽然进行了一些细微的调整,但是新系统的完成度已经非常高了。
新系统从正式投产到现在已经快一年了,您还满意吗?

植木:我们非常满意。我们已经充分实现了规划阶段的设想,达成了缩短生产周期的目标,并且能够完全应对新车型的生产。随着汽车行业的变化,我们还将继续挑战各种车型的生产。工厂生产线需要应对各种变化,而消除驾驶室定位工序的这一设备更新对我们来说是非常重要的。就工厂整体而言,我们希望建立一个可以更灵活应对各种需求的生产体系,所以今后我们还想再次与大福进行协商。
林:近年来,大福不仅加强了对传统搬运系统的支持,还强化了应对机器人产业的快速发展。在这种情况下,虽然在开发新系统时面临许多挑战,但我们非常感谢五十铃汽车公司创造了一个易于提出新想法和新建议的环境。今后,我们将继续努力不断满足汽车行业多样化的自动化需求。

植木裕介
车辆技术部 驾驶室 总装组
五十铃汽车有限公司
植木裕介于 2014 年加入五十铃汽车有限公司,并被分配到制造部门。在维护部门等多个部门积累了经验后,他于 2016 年被调到驾驶室组装小组。目前,他在神奈川县藤泽工厂工作,该工厂负责组装轻型、中型和重型卡车。