大福解決方案透過高架運輸系統和自動儲存和檢索系統實現乾電池智慧生產

生產乾電池、工業電池和汽車電池等各種產品的松下能源有限公司將其乾電池生產設施遷至大阪貝塚市的二色濱工廠。與此舉措結合,松下能源也推出了由高架運輸系統和自動儲存和檢索系統(AS/RS)組成的自動化解決方案。能源設備事業部生產工程部高級經理 Toma Suzuki(照片左)和負責該項目的大福汽車部門 Mamoru Kuwahara(右)介紹了松下能源的第一個重大自動化舉措和工廠搬遷項目,該項目從2021年到2023年持續了大約三年。
您能否向我們介紹一下二色濱工廠的概況以及將乾電池生產遷至那裡的原因?
鈴木:二色濱工廠是松下能源在日本唯一的乾電池生產基地,也是日本最大的乾電池生產基地之一。該工廠生產從D到AAA的乾電池,主要滿足國內需求。該工廠以前是太陽能電池組件的生產基地,但我們對設施進行了全面翻新,並於 2023 年開始全面運營,標誌著我們能源相關業務的 100 週年。

位於大阪守口市的守口工廠 90 多年來一直是我們的主要電池生產基地。然而,由於建築物老化等問題,我們承擔了將乾電池生產轉移到二色濱工廠的項目,我作為生產設備設計師加入了該工廠。我們的理念是為乾電池業務的未來建立全球旗艦工廠,並履行我們對未來市場供應的責任。我們致力於打造適合全球乾電池生產旗艦的智慧生產系統。
優化庫存並提高生產計劃準確性
在二色濱工廠安裝設備時,您最關注哪些方面?
鈴木:在守口工廠,我們每月生產 4,800 萬個 D 至 AAA 乾電池。我們的目標是維持這種生產能力,同時解決各種生產挑戰。
這些挑戰之一是庫存管理。傳統上,乾電池儲存在多個電池的收縮包裝中。這意味著,如果我們用完了兩件裝的庫存,我們就無法重新包裝十件裝的庫存以便裝運。相反,我們必須生產新電池。因此,透過儲存未包裝的電池,我們可以更輕鬆地應對需求波動,提高生產計劃的準確性,並減少庫存總量。這是我們如何修改系統的一個例子。
改進我們的工作流程也很重要。守口工廠的所有工序都在同一棟大樓內進行,我們使用手推車和其他車輛在工序之間運送材料。然而,由於二色濱工廠的佔地面積增加了20%,該工廠基本上被分為三部分,材料、在製品和成品從下游A 棟流向C 棟。計算出將需要大量增加我們的員工才能繼續手動運輸產品。考慮到確保更多員工的難度,並且由於擔心乾電池在運輸過程中掉落或翻倒的風險,自動化成為必要。
手排車運輸是否會給員工帶來很大的負擔?

鈴木:即使是小電池也很密集,當裝在盒子裡時,它們會變得很重並且難以搬運。另外,堆疊的箱子有翻倒的風險,導致較高的安全和品質風險,因此我們必須尋找更安全、更有效率的產品運輸方式。儘管我們內部設計了各種各樣的設施,但我們認為最好尋求外部專家的幫助來實現儲存和運輸自動化。
透過結合高架運輸系統和 AS/RS,顯著提高庫存管理和效率
大福就是這樣參與這個計畫的嗎?
鈴木:是的,確實如此。我們聯繫了幾家公司,尋求對生產過程中處理的各種尺寸的箱子進行自動分類的方法,但沒有人能夠提供我們所需要的東西。大福為我們提供了比較數據和建議,使這樣一個系統變得可行,我們對此深表感謝。儘管我們最初計劃使用傳送帶進行運輸,但將傳送帶安裝到佈局上是一個很大的挑戰。大福對我們的詢問做出了迅速答复,使我們順利決定與他們正式合作。
桑原:2021年秋天,我們收到了有關我們的SPDR(Spider)臨時儲存和分類系統的詢問。在守口工廠,一箱箱電池被平堆放,員工按照裝運單進行手動儲存和檢索。最初的請求是自動化此工作流程,但我們認為有必要解決更廣泛的問題。經過考慮,我們確定我們的箱盒式自動倉庫更合適,因為它可以處理 D 電池到 AAA 電池的不同尺寸的外殼,並且它使我們能夠將儲存空間減少到平板儲存所需的三分之一。
在運送產品方面,我們提出了Ramrun單軌運輸系統,以有效利用建築物的架空空間。我們設計的工作流程包括透過傳送帶將完成的電池從 B 樓運送到 C 樓的自動化倉庫,並使用Ramrun系統將產品運送到包裝流程並在運輸後返回空箱。
通常情況下,負載能力是高架運輸的一個大問題,但汽車製造商也使用 Daifuku 的Ramrun系統來運輸車身和其他重型部件,並且可以輕鬆定制以滿足各種需求,包括承載各種物品從輕質零件到重達數噸的零件。在二色濱工廠,D 電池的最大運輸重量約為 80 公斤,系統可以毫無問題地處理。該項目還包括一個條碼系統,用於透過Ramrun更改位置和速度命令,確保輕鬆適應未來生產計劃的變化或重新定位或擴展Ramrun站。

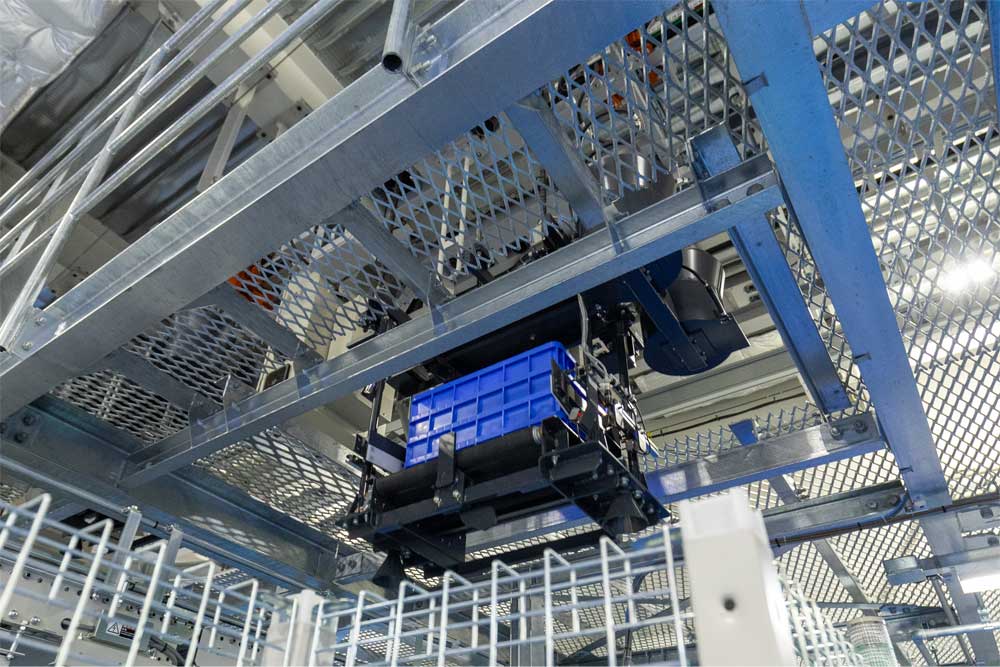
用於運輸貨櫃的自動化高架單軌系統

透過傳送帶將庫存儲存在自動倉庫中

裝載乾電池的運輸貨櫃
這是您第一次引進 AS/RS 或自動運輸系統嗎?
鈴木:這是我們第一次如此大規模地引入自動化系統,雖然準備工作有些挑戰性,但消除了增加員工的需要是一個主要好處。此外,在守口工廠,我們必須目視尋找地板上排列的托盤上的產品。新的追蹤系統現在使我們能夠快速定位特定產品,顯著提高營運效率。

優化自動化和機械化,同時決定手動執行哪些任務
您的員工如何因應營運和工作流程的變化?
鈴木:一開始,並不是所有員工都贊成這些改變,部分原因是車間裡的工人已經習慣了傳統的生產系統。為了解決任何問題,我們共享了設計階段的訊息,視覺化並傳達了諸如二色濱工廠運輸距離增加等問題。我們還一起參觀了這些設施,展示了可用的自動化設備。許多人擔心引入自動倉庫後總庫存會減少,因此我們根據過去三年的生產結果進行了模擬。這使我們能夠證明減少庫存不會有問題。我們專注於視覺化和量化訊息,以減輕變化將帶來的不確定性。
您在搬遷過程中遇到了哪些挑戰?
鈴木:工廠搬遷非常順利。在二色濱工廠,我們在一樓生產 D 和 C 電池,二樓生產 AA 和 AAA 電池,兩層都有類似的設備。為了確保乾電池生產在搬遷期間不會中斷,我們將重點放在守口工廠生產D和C電池,一旦庫存充足,生產設施就會在二色濱工廠拆除和重新組裝。然後我們對 AA 和 AAA 電池進行了同樣的操作,分階段完成了搬遷。
然而,在安裝設備的過程中,我們確實遇到了一些意想不到的問題。在2003年之前,二色浜工廠一直是太陽能電池模組的生產基地,雖然我們根據原始設計圖紙佈置了設備,但我們發現了沒有標記的電氣設施和管道。我們也發現屋頂傾斜緩慢,導致二樓的天花板高度不同。然而,大福想了一些方法來靈活地應對這些不可預見的問題,例如透過擴展高架運輸系統。
桑原:儘管意外地需要確保材料和安排延長鐵軌的工作,但在現場每個人的配合下,我們順利完成了安裝,這讓人鬆了一口氣。
作為一家致力於乾電池未來的工廠,您對於未來還有其他自動化計劃嗎?
鈴木:我們已經將收縮包裝前的流程自動化,但我們也在考慮後續流程的改進。目前,我們必須手動將重達 15 公斤或以上的產品的紙板箱裝載到托盤上,然後用堆高機將其裝載到卡車上。我們每天必須提起和卸載這些箱子超過 1,000 次,因此我們希望實現此流程的自動化。
整體而言,我們已實現二色濱工廠約 80% 的營運自動化。剩下的20%主要涉及供應正負極材料,雖然還有自動化的空間,但我們不打算實現工廠所有作業的自動化。仍有一些情況需要人工幹預,例如機器臨時停止。為了妥善應對此類情況,我們首先必須確保安全的工作環境。在出現問題時保持生產繼續進行還需要對現場有一定的熟悉,這也需要人工參與。展望未來,我們將繼續思考如何最好地讓我們的工人和機器一起工作。
自 1966 年開展業務以來,我們也專注於社區參與,已有超過一百萬人參加了工廠參觀和電池製造車間。我們也改進了這些計劃,以提供更豐富的體驗。展望未來,我們計劃繼續與公眾分享我們的工廠,成為比以往更面向社區的設施。

鈴木鬥真
生產工程部、製造管理、消費能源事業部
能源器件事業部
松下能源有限公司
Toma Suzuki 於 2016 年加入松下能源。 2020年,他調到全球製造推廣部,負責泰國等海外生產基地的新設備引進工作。他自 2022 年起擔任現職,並始終致力於建立將塑造乾電池業務未來的製造系統。