日本可口可樂瓶裝公司
通過先進的端到端自動化優化分銷和銷售網絡
2021 年 2 月,日本可口可樂瓶裝公司 (CCBJI) 在其位於埼玉的工廠內新建的埼玉 Mega DC 開始運營。該設施提供可口可樂在日本最大的存儲和運輸能力之一。
自 2016 年 5 月起,公司開展了“新生工程”,旨在優化物流網絡,以更快地響應不斷變化的市場條件和多樣化的消費者需求,力求打造“高品質、低-成本和穩定的供應鏈。”
埼玉超級配送中心是該項目的一部分,是東京地區和埼玉縣的主要物流樞紐。
物流流程整合可提高效率
大型配送中心整合了東京和埼玉市內的 24 個較小的可口可樂物流站點,並整合了他們所有的產品分揀、揀选和其他物流流程,以及倉儲和存儲空間。 Saitama Mega DC 處理現場製成品和其他設施製造的產品,將一系列可口可樂產品(包括其全球旗艦產品可口可樂)存儲並運送到超市、便利店、藥店甚至自動售貨機.
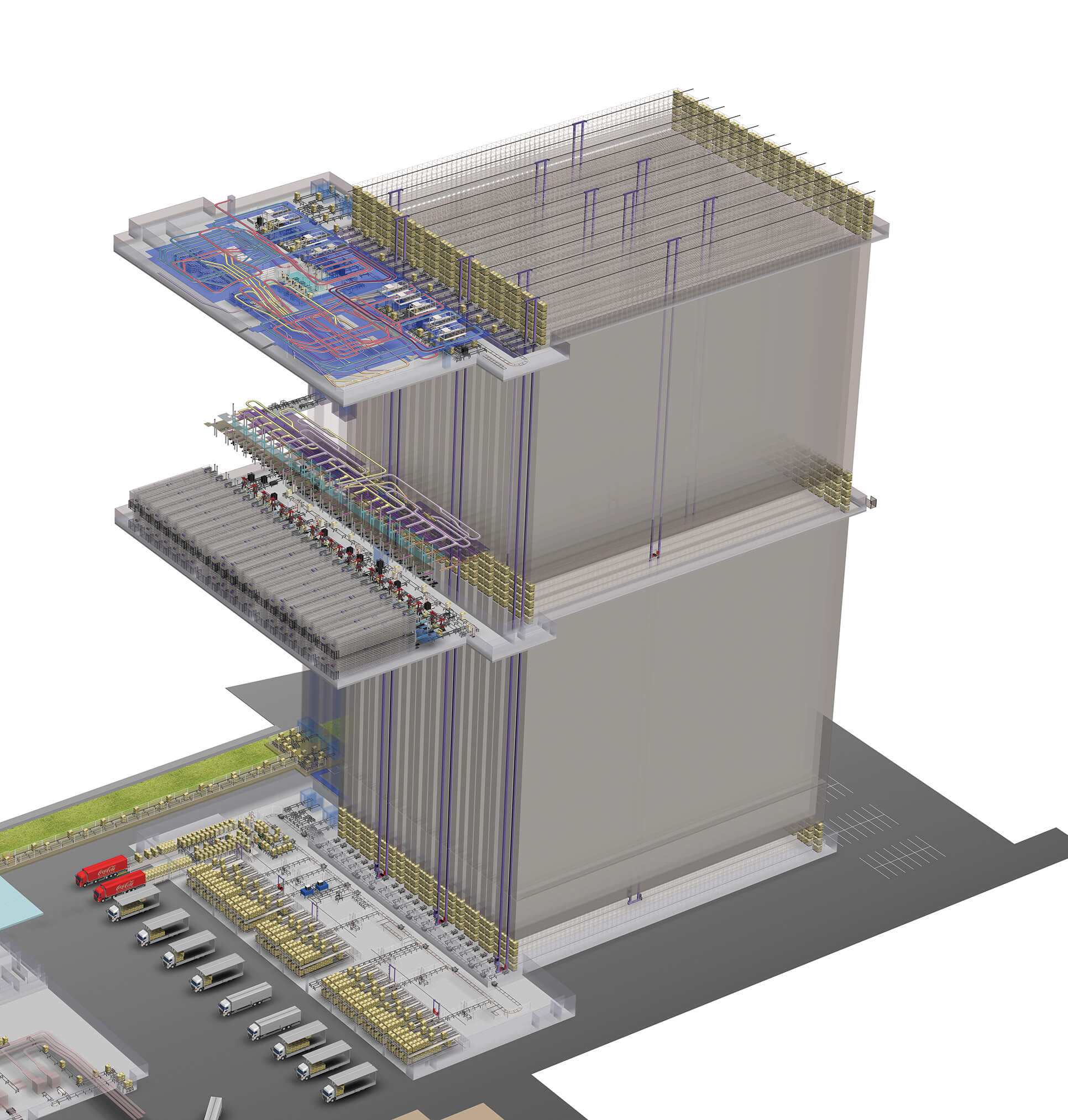
該網站通過一系列設備實現端到端的物料搬運自動化,包括雙深單位裝載自動存儲和檢索系統(自動倉庫)和用於存儲的穿梭車型 料盒式自動倉;分揀轉運車 (STV);碼垛和卸垛機器人;和滾裝(滾裝/滾裝)站。
除了提高整個物流運營的效率外,該設施還建立了一個網絡,能夠及時實現從製造到直接客戶和自動售貨機的端到端產品交付。
“Saitama Mega DC 與其他可口可樂物流站點一樣先進,我什至可以說它是可口可樂在全球擁有的自動化系統的前 10 名,”首席供應鏈布魯斯赫伯特評論道CCBJI的官員。
就工廠的物流流程而言,產品透過兩種方式之一進入倉庫,要么直接從現場工廠進入,要么從其他生產基地運載貨物的送貨卡車進入倉庫。現場製造的產品在裝載到倉庫之前先進行托盤裝運,並與其他地點製造的托盤化產品結合在一起。運送到倉庫的托盤(每個托盤一次僅容納產品類型)透過輸送機、升降機和分類轉運車(STV)運送到三樓,但是,如果需要緊急運輸產品,則可以裝載相關托盤通過一樓進入自動倉庫。需要堆疊成混合托盤的產品被送到三樓,透過分層卸垛機分解成單一箱子,然後透過輸送機運輸到二樓穿梭車型 料盒式自動倉系統進行臨時存放。

當準備好堆疊和運輸時,箱子會從穿梭車型 料盒式自動倉中取出,並運輸到同一樓層的 21 個碼垛機器人之一。機器人快速拾取不同形狀和尺寸的箱子、塑膠手提袋和板條箱,並將它們裝載到混合裝載托盤中。
傳統上,混合批次必須通過幾個可口可樂工廠運送出去,但通過安裝碼垛機器人,該公司能夠將這項任務整合到埼玉超級配送中心,從而顯著提高了效率。


當混合裝載的托盤完成後,它們被運送到包裝機,然後通過STV和升降機發送到一樓的裝運區。
在裝運區,STV 和堆垛機將托盤裝載到集裝區,集裝區由多級傾斜流動貨架組成,每個目的地可容納一輛卡車裝載。當卡車到達現場時,裝卸工作就開始了。


自動卡車裝卸將所需的裝卸減少到三分之一
在集結線區域,日本國內首創的兩個RORO站實現了整車分批裝卸全自動化。使用叉車裝載一輛卡車大約需要 60 分鐘,但 RORO 只需 20 分鐘即可完成。
由於現場廣泛實施自動化,該設施擁有每年高達 8500 萬箱的強大運輸能力。
Saitama Mega DC 幫助促進了高質量、穩定的供應鏈,並有望成為未來可口可樂系統可持續增長的基礎。
“現在,我們不是簡單地運營一個倉庫,我們實際上是在以過去單獨完成的方式運營一個網絡——這提供了廣泛的效率。從 Saitama Mega-DC 開始,我們正逐漸從從傳統到先進的模式。”赫伯特評論道。
RORO 站 – 提供最大的卡車裝載效率
RORO(滾裝/滾裝)站可自動批量裝卸卡車。這不僅減少了卡車裝卸時間,而且大大簡化了操作並減少了叉車的交通量,從而提高了現場安全性。

物料搬運系統概述
| 棧板式自動倉庫系統 | 雙深型。堆垛機:12台,托盤存儲:60,000個托盤位置,其中現有倉庫中的15,000個托盤。 |
|---|---|
| 穿梭車型 料盒式自動倉 | 21 個系統、462 輛汽車、74,000 箱 |
| 分貨搬送台車 | 1F:24個,2F:3個,3F:15個 |
| 層拆棧機 | 8個單位 |
| 碼垛機器人 | 21個單位 |
| 滾裝站 | 2個系統 |
| 登台車道 | 100 條車道 |

埼玉 Mega DC 概述
地點:943-1 Shimohosoya, Yoshimi-machi, Hiki-gun, Saitama Prefecture Coca-Cola Bottlers Japan Inc. 埼玉工廠所在地
建築面積:14,747m 2
建築面積:23,548m 2(3層)
運營開始時間:2021年2月
聯繫我們
如需產品諮詢,請通過我們的聯繫我們頁面與我們聯繫。
聯繫我們聯繫我們
如需產品諮詢,請通過我們的聯繫我們頁面與我們聯繫。
聯繫我們