大福解决方案悬挂式输送系统和自动化立体库助力干电池的智能化生产

松下能源公司(Panasonic Energy Co., Ltd.)主要从事工业电池及汽车电池等各种干电池业务。2023年,公司将干电池生产基地迁至大阪府贝塚市的二色滨工厂,并引入了一套由悬挂式输送系统和自动化立体库组成的自动化解决方案。负责该项目的能源设备事业部、生产技术部的铃木冬马主管(左图)与大福汽车生产线事业部的桑原护(右图)共同介绍了松下能源公司的首个大型自动化工厂搬迁项目。该项目从2021年启动直至2023年完成,历时约三年。
您能否向我们介绍一下二色滨工厂的概况,以及干电池生产基地迁址的原因?
铃木:二色滨工厂是松下能源在日本唯一的干电池生产基地,也是日本规模较大的干电池生产基地,主要负责生产面向日本国内市场的1号、2号、5号和7号干电池。该工厂原为太阳能电池模块的生产基地,经过全面的设施更新后,于2023年的松下能源相关事业成立100周年之际,正式投入全面运营。

松下能源公司的守口工厂位于大阪府守口市,其作为电池生产基地在90多年的历史长河中发挥着重要作用。但是,随着厂房建筑逐渐老化等问题,公司决定将干电池生产基地迁至二色滨工厂。我作为生产设备设计师参与了这一项目。我们的目标是“开拓干电池业务的未来,打造全球旗舰工厂。”为此,我们计划构建一个智能化的生产体系,确保工厂能够作为全球干电池生产的旗舰基地,并履行向未来市场提供稳定供应的责任。
优化库存,提高生产计划的精准度
在二色滨工厂引进设备时,您最注重的是哪些方面?
铃木:在守口工厂,我们每月生产多达4800万节1号、2号、5号和7号干电池。我们的目标是保持这一生产能力,同时解决在生产过程中存在的各种问题。
其中一个问题是库存管理。过去,干电池通常以2节或10节包装进行存储。在这种情况下,如果2节包装的库存用尽,我们也无法将现有的10节包装重新分装发货,必须重新生产用于2节包装的干电池。为了解决这个问题,我们考虑存储未包装的电池,以便更灵活地应对需求波动,提高生产计划的精准度,并减少总体库存。
另外,改善工作流程也是至关重要的一环。守口工厂的所有工序都集中在一栋厂房内,我们通过使用台车等工具在工序间搬运电池材料。然而,二色滨工厂的占地面积增加了20%,工厂布局分为三栋厂房,材料、在制品和成品需从A栋厂房输送至下游的C栋厂房。由于工序之间的距离加大,我们估算需要增加10名员工才能确保材料的正常搬运。考虑到招聘员工的难度,以及电池在搬运过程中掉落或翻倒的风险,自动化解决方案成为必然选择。
采用手动台车输送是否会给工作人员带来很大的负担?

铃木:是的。即使是小型电池,密度也非常高,装箱后重量很大,搬运起来十分困难。而且,堆叠的箱子存在倾倒的风险,增加了安全隐患和质量风险。为此,我们必须寻找一种更安全、更高效的搬运方式。尽管我们拥有自己设计的各种设备,但我们认为,寻求外部专家的帮助,更有助于实现仓储和搬运的自动化。
通过结合悬挂式输送系统和自动立体库,大幅改善库存管理和工作效率
所以您就联系大福讨论这个项目了,对吗?
铃木:是的。我们曾与多家公司洽谈过如何在生产过程中实现对各种尺寸纸箱的自动分类,但没有一家公司能提供满足我们需求的解决方案。大福不仅为我们提供了详细的比较资料,还提出了可行的方案,这让我们非常感激。虽然我们最初打算使用输送机进行搬运,但在布局中安装输送机极为困难。但是,大福迅速回应了我们的需求,这使我们很快决定与大福正式展开合作。
桑原:2021年秋天,我们收到了有关临时存储和分拣系统(SPDR)的咨询。在守口工厂,电池的料箱通常是平放,员工按照装运单进行进出库操作。虽然,最初的要求是将这一工作流程自动化,但我们认为有必要解决更广泛的问题。经过讨论,我们认为大福的箱盒式自动仓库更为合适,因为它可以处理1号、2号、5号和7号电池的不同尺寸料箱,并且它可以将存储空间减少到平放存储空间的三分之一。
在产品搬运方面,我们提出采用电动单轨输送系统(Ramrun),以有效利用厂房的顶部空间。我们设计的工作流程是,先通过输送机将成品电池从B栋厂房输送至C栋厂房的自动化仓库进行入库,再通过电动单轨输送系统(Ramrun)将产品输送至包装工序进行出库,同时回收空料箱。
通常,负载能力是悬挂式搬运系统的一大问题,但大福的电动单轨输送系统(Ramrun)已被汽车制造商用于搬运车身和其他重型零部件,能够处理从轻型物品到数吨重的物件,并可根据客户需求进行灵活定制。在二色滨工厂,1号电池的搬运重量约为80公斤,但该系统能够轻松应对。此外,项目中还引入了条形码系统,通过电动单轨输送系统(Ramrun)调整位置和速度指令,确保能够适应未来生产计划的变更、重新布局,以及扩展和调整输送系统的站点配置。

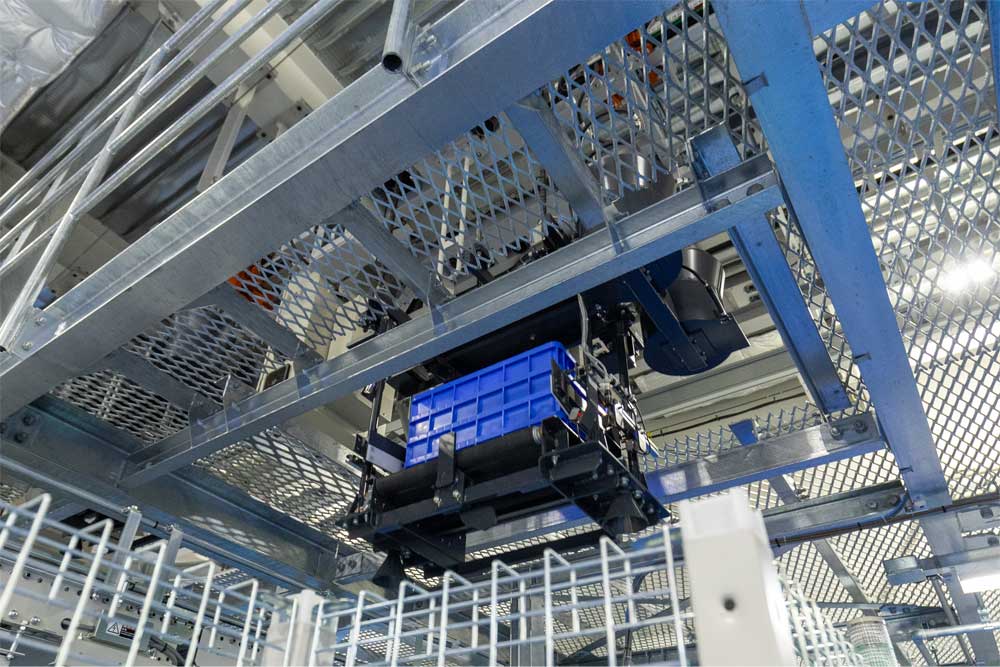
使用悬挂式单轨输送系统自动搬运料箱

通过输送机将库存储存在自动仓库中

装载干电池的搬运料箱
这是松下能源公司第一次引入自动化立体库等自动搬运系统吗?
铃木:公司这样大规模的引进自动化系统是第一次。尽管前期准备工作颇具挑战,但无需额外雇用员工无疑是一大优势。另外,在守口工厂,过去如果出现质量问题,我们的员工需要目视查找摆放在地面上的托盘上的商品。现在,借助全新的跟踪系统,我们可以快速定位特定商品,大大提高了运营效率。

明确人工操作环节,合理规划自动化与机械化
在您公司内部对运营和工作流程的变化有何反应?
铃木:起初,并不是所有员工都赞成这些变革,有部分原因是他们已经习惯了传统的生产方式。为了解决这一问题,我们从设计阶段开始就与员工共享信息,将诸如二色滨工厂输送距离增加等问题进行可视化并及时沟通。我们还组织了参观其他自动化工厂,查看了自动化设备的应用情况。针对一些员工担心在引入自动仓库后总库存会减少的问题,我们根据过去三年的生产数据进行了模拟,证明减少库存不会有问题。通过可视化和量化信息,我们成功缓解了员工对变革的顾虑。
在迁移过程中,您遇到了哪些挑战?
铃木:工厂搬迁过程非常顺利。在二色滨工厂,一楼生产1号和2号电池,二楼生产5号和7号电池,两层都配备了几乎相同的设备。为了确保搬迁期间干电池生产不会中断,我们首先在守口工厂集中生产1号和2号电池,确保库存充足后,将生产设备拆除并在二色滨工厂重新组装。然后,我们对5号和7号电池的生产也采取了同样的措施,分阶段完成了整个搬迁工作。
但是,在安装设备时,我们遇到了一些意想不到的问题。二色滨工厂在2003年之前是一个太阳能电池组件生产基地,虽然我们根据当初的设计图进行了设备布局,但仍发现了一些未标注的电气设备和管道。此外,工厂屋顶存在轻微的坡度,导致二楼的天花板高度不一致。尽管这些问题在新建工厂中很少会遇见,但大福灵活应对,采取了延长悬挂式输送轨道等措施,成功客服了这些突发问题。
桑原:虽然在面对意外的情况发生时,我们需要临时准备材料并安排延长轨道的施工,但在现场所有人员的紧密合作下,我们顺利地完成了安装工作,这让大家都松了一口气。
作为一家致力于干电池未来的工厂,您是否还有其他自动化升级的计划?
铃木:这次,我们已经将整个流程自动化到收缩包装之前,但我们也在考虑改进后道工序。目前,员工需手动将重达15公斤以上的产品纸箱堆放到托盘上,然后再用叉车将其装到卡车上。每天需要进行1,000多次这样的装卸操作,因此我们希望今后实现这一流程的自动化。
总体而言,二色滨工厂的自动化程度已达到约80%。剩余的20%主要集中在正极和负极材料的供应环节,尽管这些环节仍有自动化的空间,但我们并不打算将工厂的所有操作完全自动化。有一些情况仍需要人工干预,例如机器暂时停机时,确保安全和妥善处理至关重要。此外,在发生问题时,继续生产也需要对现场有一定的熟悉度,这同样需要人工参与。今后,我们将继续思考如何让工人和机器更好地协同工作。
自1966年投入运营以来,我们一直注重社区参与,进一步丰富了面向小学生的工厂参观和电池的手工制作教室等活动内容,目前,累计已有超过100万人参加了这些活动。今后,我们将继续向公众开放工厂,致力于成为更加以社区为导向的工厂。

鈴木 冬马 主管
松下能源公司
能源设备事业部、消费能源业务部
生产技术部、制造开发科
铃木冬马于2016年加入松下能源公司。在守口工厂工作期间,他参与了干电池生产设备的维护、设计和开发工作。2020年,他调任到全球制造促进部,负责在泰国等海外生产基地的新设备引进工作。自2022年起担任现职,继续致力于推动干电池事业的发展,构建面向未来的制造体系。