食品和制药

工厂内的物流自动化
制造业是通过自动化进行优化的早期采用者。在行业内,与其他产品制造商必须遵循的相比,食品和药品制造商必须遵守更严格的规则和法规,例如 HACCP、GMP 或 GDP。虽然规则有其差异,但在考虑实施自动化物料搬运系统时必须注意以下几点。
- 有效地减少粉尘的排放、扩散和积聚。
- 易于清洁和维护。
- 防止交叉污染。
- 防止人为错误。
在大福,我们的物料搬运系统考虑到上述几点,为我们的客户提供优化的、省力的流程,例如原材料储存、半成品储存和成品储存,以及生产之间的运输和存储。
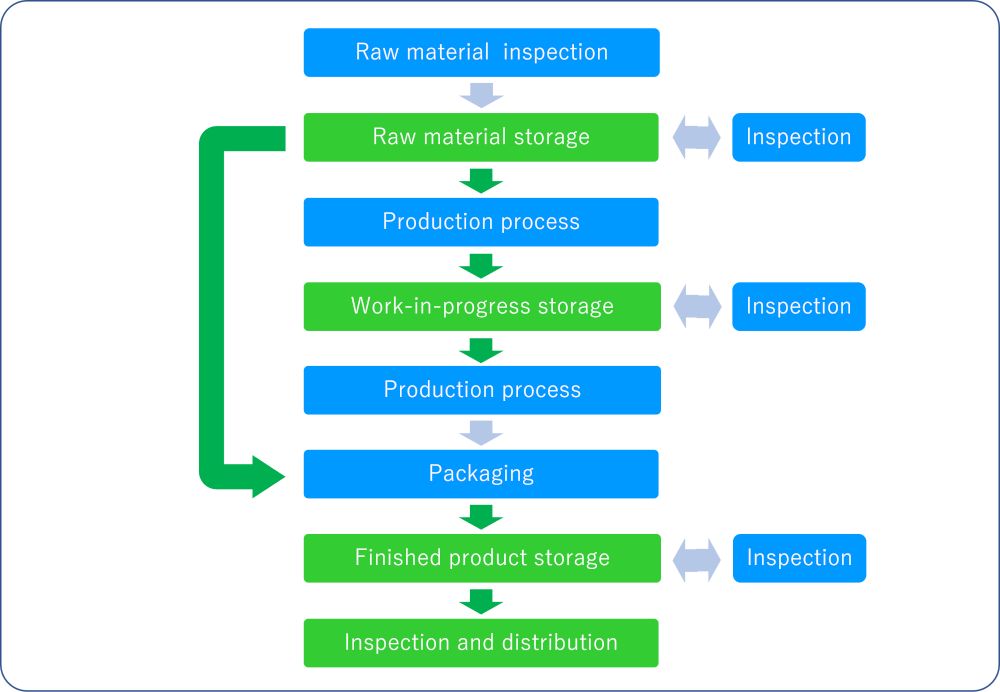
原料和包装材料到达和存储的自动化
从供应商到达的原材料和包装材料经过检查,然后存储在自动仓库中。随后,对每个产品批次进行检查。在批次通过之前,无法进入制造流程。如果制造过程跨越多个楼层,自动仓库也可以充当电梯。
如果需要特别干净的环境(例如药品),卸垛机器人将分离每个箱子并单独将它们发送通过风淋室。随后,码垛机器人会将箱子重新码垛到新托盘上,以便存储在自动仓库中。
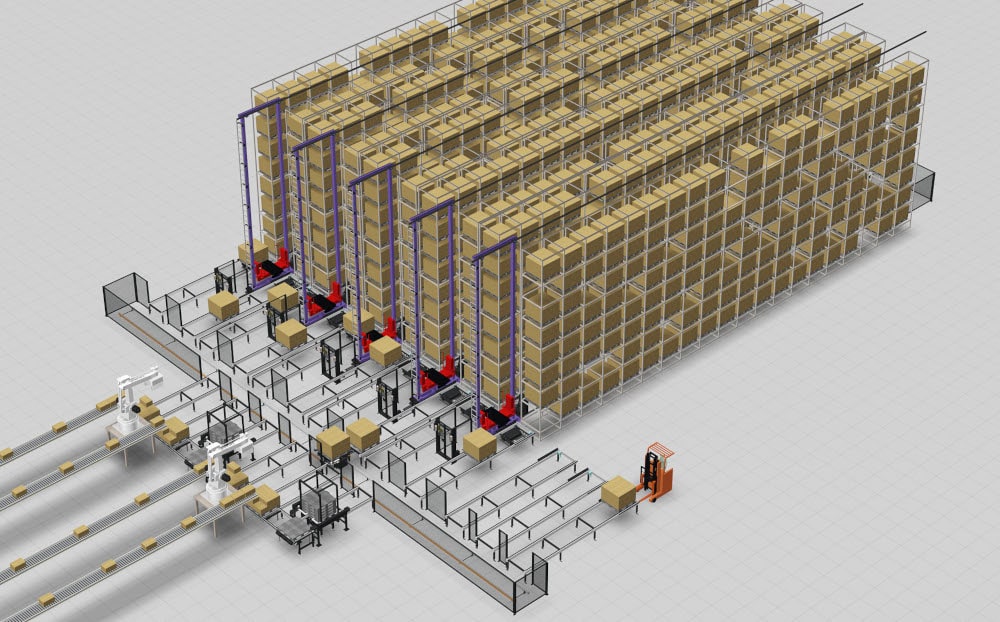
系统示例

机器人码垛和拆垛机。

自动仓库仅使用内部托盘来维持清洁的环境。

AGV 将原材料和包装材料从自动仓库移动到生产线。
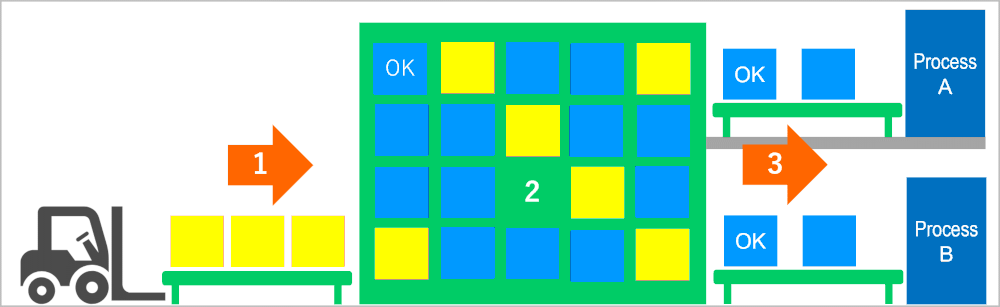
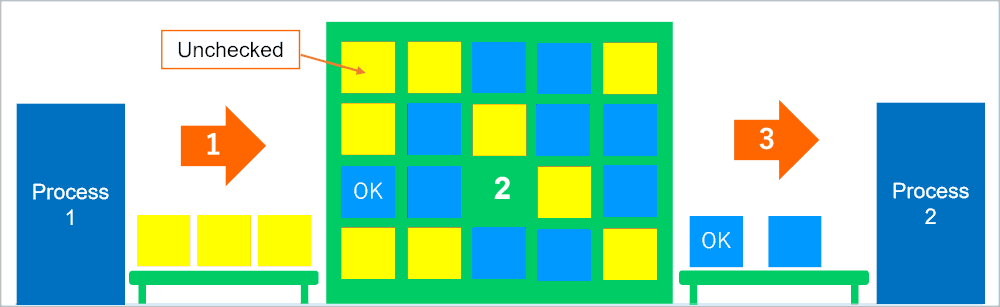
在制品存储和自动补给
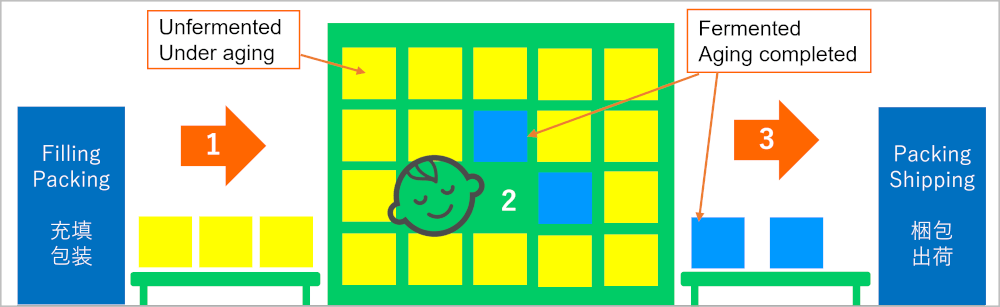
不仅对于食品和药品,对于一般制造业来说,由于工厂正常运行时间、不同生产流程的速度不同,或者因为产品在下一个流程之前需要休息,因此有必要在生产中临时存储物品。对于此类情况,通过实施自动仓库,可以临时存储物料并为生产线提供 JIT 供应。与水平存储相比,使用先进先出(FIFO)存储来供应生产线有助于防止使用未通过检查的物品。
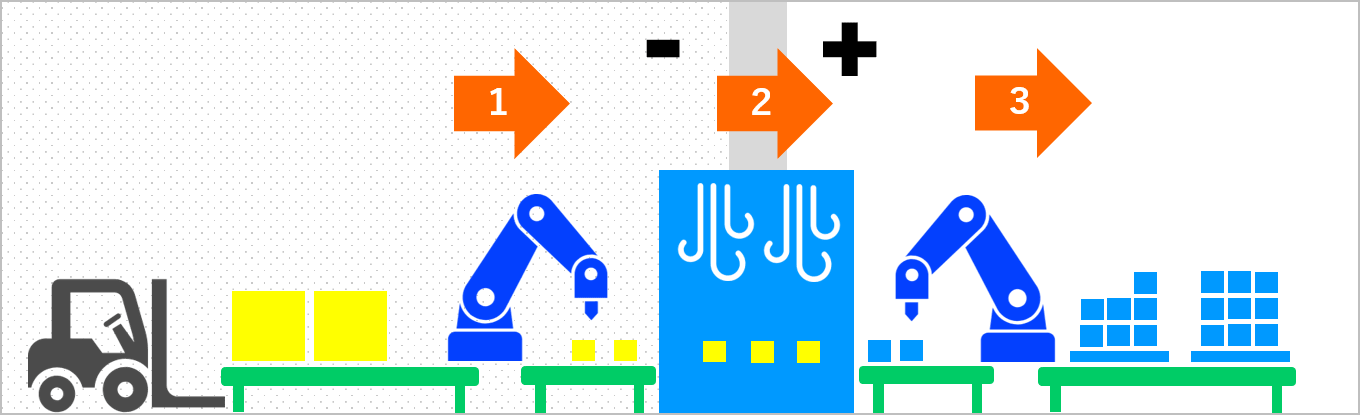
此外,对于某些产品,有必要将其放置在受控的温度和湿度下。例如,发酵酸奶或陈化巧克力。通过在这些过程中使用自动仓库,可以自动将各个集装箱或托盘在一定温度下放置预定的时间。由于不需要人员或叉车进出该区域,因此更容易维护必要的存储环境。除了食品加工之外,该系统还可用于多种领域,例如保持农产品的新鲜度、保存海鲜或生产可重复使用的电池。
产品运输准备的自动化
完成并装箱的产品被装载到一个空托盘上,然后将其收缩包装并储存。当订单到达时,托盘被移除,产品被装载到卡车上。如果手动完成,这些过程需要大量的人力。
通过结合空托盘输送机、机器人码垛机、自动贴标机、AS/RS、AGV 和其他材料处理系统,大福为准备交付的产品提供全面的自动化解决方案。同样在这个阶段,产品可能会被阻止发货,直到它们通过检查。

1. 托盘分配机一次将一个空托盘分配到传送带上。
2.码垛机器人将产品码垛到空托盘上。

3. 托盘拉伸包装机将托盘包裹起来。

4. 包装好的托盘存储在自动仓库中。

5. STV 将托盘运送到卡车车道。对于一车多发的情况,可以设置系统逆向发货。
适合生产环境的解决方案
在食品和药品的生产现场,通常需要保持一定的储存条件,例如温度、湿度或清洁度。大福系统可支持高湿度、高温、低温、清洁度等各种环境变量,符合 ISO 6-8 级(旧联邦美国标准 1,000-100,000 级)。
保持清洁生产环境
大福系统可以提供各种措施来匹配所需的清洁度。

粉尘排放控制:不锈钢材料用于反复接触箱子、手提袋和其他物品的架子。
粉尘排放控制:通过无线供电防止手推车粉尘排放。

防止粉尘飞扬:大车行走轨道、供电轨道、行走导轨均装有罩盖。

防止灰尘堆积:机架有一个封闭的截面桁架,可防止灰尘堆积,使清洁更容易。

清洁:采用不锈钢材料、防水和无油链条的可清洗机架和传送带。
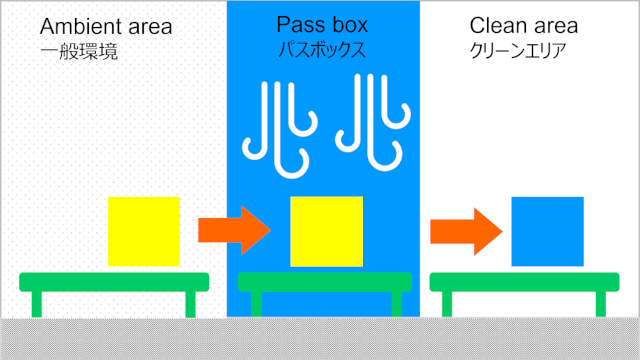
交叉污染预防:创建负压区和正压区,或在容器进出存储时使用传送带将容器通过传递箱。
其他专业解决方案

冷藏解决方案:可在 -30°C 下运行的堆垛机、输送机和 AGV。
热储存解决方案:使用在 40-45°C 下运行的起重机和输送机进行自动酸奶发酵。
相关博客内容
在我们的博客网站 Insights 上查看专家提供的相关内容。


联系我们
如有产品咨询,请通过我们的联系我们页面与我们联系。
联系我们联系我们
如有产品咨询,请通过我们的联系我们页面与我们联系。
联系我们